MIG vs TIG vs Stick Welding: Which Process for Your Shop?

“Should I learn MIG, TIG, or stick?” is the single most common question in welding forums, community college enrollment offices, and shop planning conversations. It gets asked thousands of times per year, and the answer is never as simple as picking a winner.
That is because no single welding process is universally superior. The right choice depends on five factors: the material being joined, the thickness of that material, the position of the weld, the required production speed, and the operator’s skill level. A process that excels in one scenario may be the worst option in another.
This guide breaks down all three arc welding processes — MIG (GMAW), TIG (GTAW), and Stick (SMAW) — using manufacturer specifications, AWS standards, and industry reference data. The goal is to provide a single, comprehensive reference that answers the question with specifics rather than opinions.
The Three Processes at a Glance
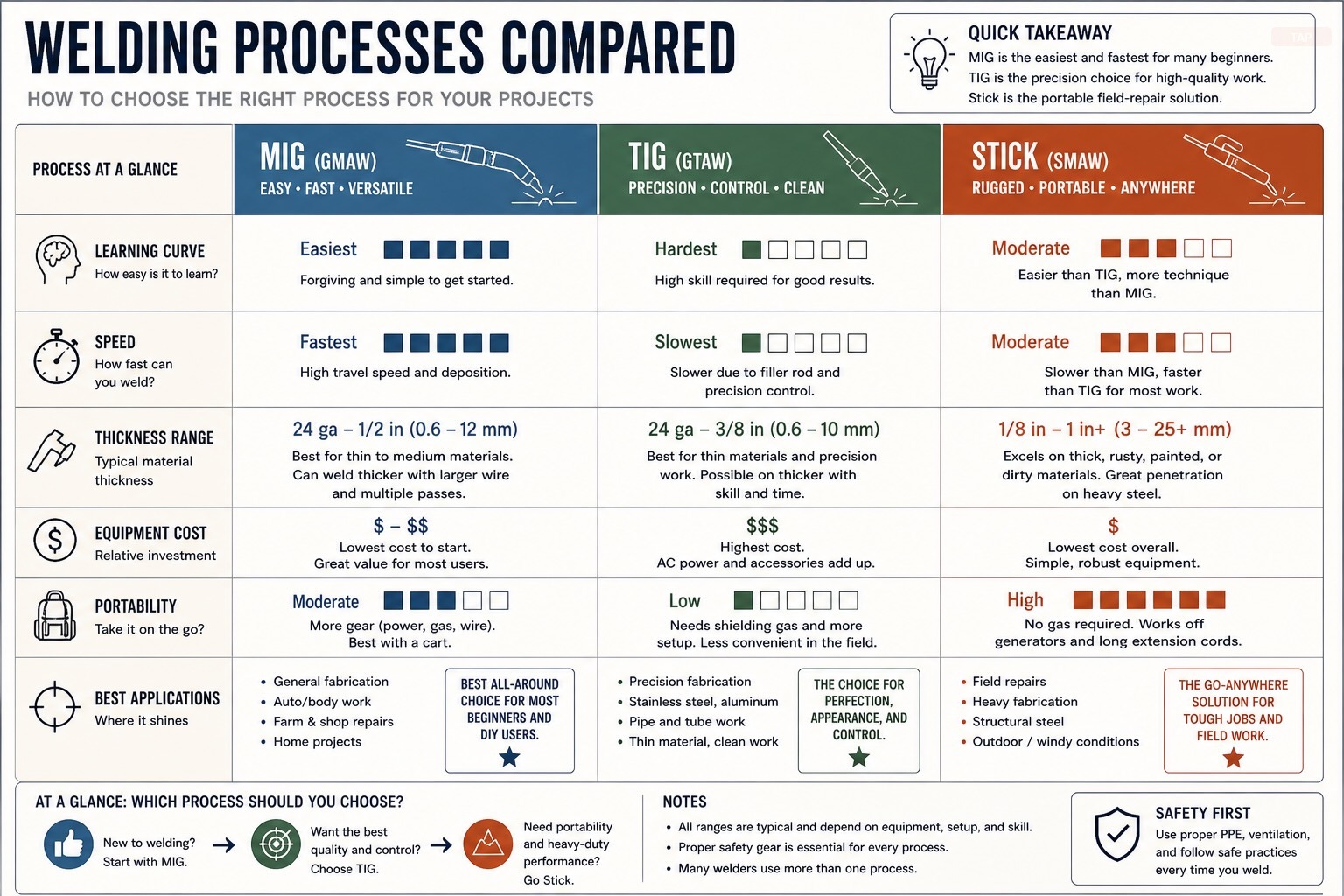
Before diving into each process individually, this comparison table summarizes the key differences across every factor that matters for process selection.
| Factor | MIG (GMAW) | TIG (GTAW) | Stick (SMAW) |
|---|---|---|---|
| How it works | Continuously fed wire electrode melted by an arc; shielding gas protects the weld pool | Non-consumable tungsten electrode creates the arc; filler rod added separately by hand | Flux-coated consumable electrode melted by an arc; flux creates shielding gas and slag |
| Shielding | External gas (typically 75/25 Ar/CO2 for steel, 100% Ar for aluminum) | External gas (100% Argon or Ar/He mix) | Self-shielded by flux coating on electrode |
| Filler metal | Continuously fed wire (ER70S-6 for mild steel is most common) | Separate rod added by hand (ER70S-2 for steel, ER4043 for aluminum) | The electrode itself is the filler |
| Materials | Carbon steel, stainless steel, aluminum (with spool gun) | Virtually all metals including aluminum, stainless, chromoly, titanium, copper, magnesium | Carbon steel, stainless steel, cast iron, some nickel alloys |
| Thickness range | 24 gauge to 1/2”+ (per Lincoln Electric guidelines) | 26 gauge to 1/4” typical (thicker possible but very slow) | 1/8” and up; not suitable for thin sheet metal |
| Learning curve | Easiest — most beginners produce acceptable beads within hours | Steepest — requires simultaneous coordination of both hands and a foot pedal | Moderate — harder than MIG due to electrode management, easier than TIG |
| Deposition rate | High (3-8 lbs/hr typical per AWS) | Low (1-2 lbs/hr typical) | Moderate (1-5 lbs/hr depending on electrode) |
| Joint quality/appearance | Good penetration, some spatter, adequate appearance | Highest quality, cleanest appearance, precise heat control | Good penetration, slag removal required, rougher appearance |
| Equipment cost | $300-$2,000 for a capable machine | $500-$3,000 for a capable machine | $150-$800 for a capable machine |
| Consumable cost | Wire spool + shielding gas (ongoing gas expense) | Tungsten + filler rod + shielding gas (tungsten lasts long, gas is main cost) | Electrodes only (no gas expense) |
| Portability | Low — requires gas bottle, wire feeder, power source | Low — requires gas bottle, torch, power source | High — just the machine and a box of rods |
| Position welding | All positions, but overhead is more difficult with gravity affecting the puddle | All positions with practice | All positions; certain rods (E7018, E6010) are designed for specific position work |
| Best for | Production work, auto body, structural steel, beginners | Aerospace, food-grade, aluminum, visible joints, thin material | Field repair, structural steel, pipeline, dirty/rusty material, outdoor work |
MIG Welding (GMAW): The Productivity Choice
MIG — technically Gas Metal Arc Welding (GMAW) per AWS terminology — uses a continuously fed wire electrode that melts into the joint while an externally supplied shielding gas protects the molten weld pool from atmospheric contamination. The operator holds a gun with a single trigger: pull to weld, release to stop. This simplicity is the core of MIG’s appeal.
How It Works
A wire spool feeds consumable electrode wire through a cable and out the gun tip at a controlled rate. An electric arc forms between the wire and the workpiece, melting both. Shielding gas — typically a 75% argon / 25% CO2 blend for mild steel, per Lincoln Electric and Miller Electric guidelines — flows through the gun nozzle to protect the weld from porosity and oxidation. The operator controls travel speed and gun angle; the machine manages wire feed speed and voltage.
Strengths
Speed. MIG consistently delivers the highest deposition rates of the three processes for common steel thicknesses. According to AWS data, MIG deposition rates of 3-8 lbs/hr are typical in production settings, compared to 1-2 lbs/hr for TIG. For shops where throughput matters, this difference is significant.
Ease of learning. Because the filler metal is fed automatically, the operator only needs to manage one hand (the gun) plus travel speed and angle. Per Miller Electric’s training resources, most new welders can produce structurally sound beads on mild steel within a few hours of instruction. No other arc process matches this learning speed.
Versatility on steel. MIG handles the full range of mild and low-alloy steel thicknesses found in most fabrication shops — from 24-gauge sheet metal up to 1/2” plate in a single pass, with thicker material possible using multi-pass techniques. With a spool gun attachment and pure argon shielding gas, MIG also welds aluminum, though with less finesse than TIG.
Penetration. The combination of continuous wire feed and relatively high heat input produces deep, consistent penetration on structural joints. For fillet welds on 1/4” steel — the bread and butter of most fab shops — MIG is hard to beat for balancing speed and quality.
Limitations
Wind sensitivity. Because MIG relies on externally supplied shielding gas, any breeze over roughly 5 mph can disrupt the gas shield and cause porosity. This makes MIG poorly suited for outdoor work unless wind screens are used. Flux-core wire (FCAW) mitigates this but introduces its own tradeoffs.
Less control on thin material. While MIG can weld thin sheet metal, the automated wire feed makes it easier to blow through material below 20 gauge compared to TIG, where the operator has precise independent control of heat input and filler addition.
Surface preparation matters. MIG produces cleaner welds on clean material. Mill scale, rust, paint, and oil can cause porosity and poor fusion — more so than with stick welding, where certain electrodes are designed to burn through contamination.
Best Applications
Production fabrication, auto body and frame repair, structural steel, trailer manufacturing, general-purpose shop welding, and as a first process for beginners.
Recommended starter machine: Hobart Handler 140 on Amazon — 140A output on 120V household power, suitable for steel up to 1/4”. For a deeper look at MIG machine options, see the full guide: Best MIG Welders for Beginners.
TIG Welding (GTAW): The Precision Choice
TIG — Gas Tungsten Arc Welding (GTAW) — uses a non-consumable tungsten electrode to create the arc. Unlike MIG, the filler metal is a separate rod added by the operator’s other hand. A foot pedal (or finger control on the torch) modulates amperage in real time. This gives the welder independent control over three variables simultaneously: heat, filler addition, and travel speed.
How It Works
The tungsten electrode, held in a torch with a ceramic cup, creates an arc to the workpiece. Pure argon (or an argon/helium mix for certain applications) flows through the cup to shield the weld pool. The operator holds the torch in one hand and dips a filler rod into the leading edge of the puddle with the other, while a foot pedal controls amperage. According to Miller Electric’s process guidelines, this independent control of heat and filler is what enables TIG’s superior precision.
For aluminum welding specifically, TIG machines provide AC output that creates a cleaning action, breaking up the aluminum oxide layer that melts at 3,700degF — far above aluminum’s 1,200degF melting point. Per AWS specifications, this AC cleaning action is essential for quality aluminum welds.
Strengths
Weld quality. TIG produces the cleanest, most aesthetically precise welds of any arc process. When appearance matters — visible joints on stainless steel handrails, aluminum intake manifolds, food-processing equipment — TIG is the standard. The welds often require zero post-weld cleanup.
Thin material capability. Because the operator independently controls heat input via the foot pedal, TIG excels on material down to 26 gauge or thinner. According to Hobart Institute reference materials, skilled TIG operators can join stainless steel sheet as thin as 0.015” — a task that would vaporize material under MIG or stick.
Material range. TIG welds virtually any metal: aluminum, stainless steel, chromoly, copper, titanium, magnesium, nickel alloys, and exotic metals. No other common arc process matches this material versatility. Per AWS process specifications, GTAW is the specified process for many aerospace and nuclear applications precisely because of this capability.
Heat control. Real-time amperage modulation through the foot pedal allows the operator to manage heat input on a per-second basis. This is critical for preventing warpage on thin panels, controlling the heat-affected zone on heat-sensitive alloys, and maintaining consistent penetration on complex joint geometries.
Limitations
Speed. TIG is the slowest of the three processes. Deposition rates of 1-2 lbs/hr are typical, per AWS data — roughly one-quarter to one-third the rate of MIG on equivalent steel joints. For production welding on mild steel, TIG is rarely economically justified.
Learning curve. Coordinating both hands and a foot pedal simultaneously while maintaining a consistent arc gap of approximately 1/8” requires significant practice. Per training data from the Hobart Institute, most welders need 40-80 hours of practice before producing consistently acceptable TIG beads — compared to just a few hours for basic MIG.
Cost. TIG machines capable of AC/DC output (necessary for aluminum) start around $500 for import brands and run $1,500-$3,000 for established manufacturers like Miller and Lincoln. Argon gas consumption is also higher than MIG due to the larger gas cup and higher flow rates often used.
Best Applications
Aerospace fabrication, food and medical equipment (sanitary welds), aluminum welding of all types, stainless steel fabrication, roll cages and chromoly tube structures, thin sheet metal, art and sculpture, and any application where weld appearance is a specification requirement.
Recommended starter machine: AHP AlphaTIG 200X on Amazon — AC/DC capability for aluminum and steel, pulse function, 200A output. For a full comparison of TIG machines, see: Best TIG Welders for Beginners.
Stick Welding (SMAW): The Go-Anywhere Choice
Stick — Shielded Metal Arc Welding (SMAW) — is the oldest and simplest of the three processes in terms of equipment requirements. A flux-coated consumable electrode is clamped in a holder, and the arc between the electrode tip and the workpiece melts both the metal core (which becomes filler) and the flux coating (which generates shielding gas and a protective slag layer).
How It Works
The operator strikes an arc by touching the electrode to the workpiece and pulling back slightly — similar to striking a match. The arc melts the electrode’s metal core into the joint while the flux coating decomposes, producing a shielding gas atmosphere and a layer of slag that floats on top of the molten weld pool. Once cooled, the slag is chipped and wire-brushed away to reveal the weld beneath.
Different electrode classifications (identified by AWS numbering — E6010, E6011, E6013, E7018, etc.) are formulated for different applications. Per AWS A5.1 specifications, E7018 low-hydrogen electrodes are the standard for structural steel, while E6010 cellulosic electrodes are preferred for pipeline root passes due to their deep penetration and ability to burn through contamination.
Strengths
Portability and simplicity. A stick welder, a ground clamp, an electrode holder, and a box of rods — that is the entire setup. No gas bottles, no wire feeders, no spool guns. According to Lincoln Electric’s field welding guidelines, this makes stick the process of choice for any work done away from a fixed shop.
Wind and weather immunity. Because shielding comes from the flux coating rather than an external gas supply, stick welding is unaffected by wind. This is why it remains the dominant process for field construction, pipeline work, and farm repair.
Contamination tolerance. Certain electrode types — particularly E6010 and E6011 — can burn through rust, mill scale, paint, and light oil to produce sound welds. Per Hobart Institute reference data, this contamination tolerance is unique among common arc processes and makes stick invaluable for repair work on equipment that cannot be fully cleaned.
Equipment cost. Capable stick welders start under $200, and professional-grade DC inverter machines cost $400-$800. No other process matches this entry cost. Consumable cost is also straightforward — just electrodes, no gas purchases.
Limitations
Cleanup required. Every stick weld produces slag that must be chipped and wire-brushed away. On multi-pass welds, slag must be completely removed between passes to prevent slag inclusions — a common defect in stick welding.
Not for thin material. According to Lincoln Electric’s process selection guidelines, stick welding is generally not recommended for material thinner than 1/8” (3mm). The high heat input and inability to precisely modulate amperage make thin-gauge sheet metal extremely difficult to weld without burn-through.
Electrode management. Stick electrodes are consumed during welding and must be replaced frequently — a 14” E7018 rod lasts roughly one to two minutes of arc time. Each electrode change breaks the workflow. Certain electrode types (particularly E7018) are also hygroscopic, requiring storage in a rod oven to prevent moisture absorption that causes hydrogen-induced cracking.
Best Applications
Farm equipment repair, structural steel erection, pipeline welding, outdoor field work, maintenance and repair on dirty or rusted materials, and any situation requiring maximum portability with minimum equipment.
Recommended starter machine: Lincoln Electric AC/DC 225 on Amazon — a proven design that has been in production for decades, capable of running all common electrode types. For cutting tasks often paired with welding work, see: Best Plasma Cutters Under $1,000.
Decision Matrix: Which Process for Which Job
Theory is useful, but most welders need to make a specific decision for a specific situation. These scenario-based recommendations are derived from AWS process selection guidelines and manufacturer application data.
| Scenario | Recommended Process | Why |
|---|---|---|
| Welding mild steel in an indoor shop | MIG | Fastest process on steel, easiest to learn, clean shop environment protects gas shield |
| Welding aluminum (any application) | TIG | AC cleaning action handles aluminum oxide; precise heat control prevents burn-through; cleanest results |
| Repairing farm equipment outdoors | Stick | Wind-immune, tolerates rust and contamination, completely portable |
| Building a roll cage (chromoly tubing) | TIG for all joints | Chromoly requires precise heat control to avoid brittleness in the heat-affected zone; per AWS D1.1 |
| Fabricating a steel trailer frame | MIG for production, stick for field repairs | MIG for shop speed; stick for roadside fixes |
| Welding stainless steel food equipment | TIG | Sanitary weld requirements demand the clean, precise beads TIG produces; often a code requirement |
| Complete beginner, first welder | MIG | Lowest barrier to producing functional welds; build fundamentals before branching out |
| Budget under $300 total | Stick | Machine cost is lowest; no gas bottle purchase or rental; electrodes are inexpensive |
| Maximum versatility, one machine | Multi-process welder | Covers MIG, TIG, and stick in a single unit (see below) |
| Pipeline or structural field work | Stick | Industry standard per AWS D1.1; wind tolerance, electrode versatility, proven field reliability |
The Multi-Process Option
Modern inverter technology has produced multi-process welders that combine MIG, TIG, and stick capability in a single portable unit. Machines like the Miller Multimatic 220, Lincoln Power MIG 210 MP, and ESAB Rebel 215ic offer all three processes with a single power source, typically weighing 40-60 lbs.
For a home shop, small fabrication business, or mobile welding rig, a multi-process machine eliminates the need to choose. Per manufacturer specifications, these machines typically deliver 80-90% of the performance of dedicated single-process machines at each task — a tradeoff most non-production shops can accept.
The practical limitation is that multi-process machines in the $1,500-$2,500 range typically max out at 200-220A, which limits thick-material capability. Shops regularly welding 1/2” and thicker steel will still need a dedicated higher-amperage MIG or stick machine.
Who Should NOT Learn Each Process
Negative knowledge — understanding which process is wrong for a given situation — prevents wasted time and money. These are common mismatches.
Do not start with TIG if: the primary goal is production speed, the work is exclusively mild steel in standard thicknesses, or budget and time for learning are limited. TIG’s strengths are wasted on applications where MIG would be three times faster with equivalent joint strength.
Do not choose MIG if: the work is primarily outdoors or in windy environments, the material is frequently rusted or painted, or portability to remote job sites is required. MIG’s gas shielding dependency makes it a poor field process without significant wind protection.
Do not choose stick if: the work involves thin sheet metal (under 1/8”), weld appearance is a specification requirement, or aluminum is a primary material. Stick’s limitations on thin material and non-ferrous metals are fundamental to the process, not operator-skill issues.
Frequently Asked Questions
Is MIG or TIG stronger?
Joint strength is determined by technique, joint design, filler metal selection, and base material preparation — not by the welding process itself. According to AWS D1.1 Structural Welding Code, both MIG and TIG can produce full-penetration welds that meet identical strength requirements. A properly executed MIG fillet weld on A36 steel has the same shear strength as a properly executed TIG fillet weld on the same joint. The difference is in speed, appearance, and suitability for specific materials — not inherent strength.
Can MIG weld aluminum?
Yes, MIG can weld aluminum using a spool gun (which feeds soft aluminum wire directly at the gun to avoid birdnesting in the cable) and 100% argon shielding gas. Per Lincoln Electric’s aluminum welding guide, MIG on aluminum is viable for material 1/8” and thicker. However, TIG produces cleaner, more controllable results on aluminum — especially on thinner material — and remains the preferred process for most aluminum applications.
Which welding process is easiest to learn?
MIG, by a significant margin. The automatic wire feed eliminates one variable (filler addition), leaving the operator to manage only travel speed, gun angle, and work distance. Per training data from the Hobart Institute and multiple community college welding programs, students typically produce acceptable structural beads with MIG in 4-8 hours of practice, compared to 20-40 hours for stick and 40-80 hours for TIG.
Do I need all three processes?
Most home shops and small fabrication businesses can handle 90% or more of their work with MIG alone. Adding stick provides outdoor and dirty-material capability. TIG is necessary only when aluminum, stainless, chromoly, or appearance-critical joints are part of the regular workload. A multi-process machine is the practical answer for shops that occasionally need all three without dedicating floor space and budget to three separate machines.
What about flux-core (FCAW)?
Flux-core wire is technically a variant of the MIG/GMAW process, using a tubular wire with flux inside instead of (or in addition to) external shielding gas. Self-shielded flux-core (FCAW-S) eliminates the need for a gas bottle, making it a practical middle ground between MIG convenience and stick portability. Many entry-level MIG machines include flux-core capability. According to AWS process classifications, FCAW is a distinct process (designated separately from GMAW), but from a buyer’s perspective, a MIG machine that runs flux-core wire provides much of stick welding’s outdoor capability with MIG’s ease of use. For a focused breakdown of the two wire types, see MIG vs flux-core welding.
How does weld appearance compare?
TIG produces the cleanest, most uniform bead appearance — the distinctive “stacked dimes” pattern visible on high-quality TIG welds. MIG produces a smooth, consistent bead with some spatter. Stick produces a rougher bead hidden under slag until cleanup. For applications where the weld is visible and appearance matters (furniture, architectural work, motorcycle frames), TIG is the standard. For structural work hidden behind paint or inside assemblies, MIG or stick appearance is entirely adequate.
Related Guides
Choosing a process is step one. Choosing a specific machine and proper safety equipment is step two:
- Best MIG Welders for Beginners — spec-driven comparison of machines under $1,000
- Best TIG Welders for Beginners — AC/DC machines for aluminum and steel
- Best Auto-Darkening Welding Helmets — essential safety equipment regardless of process
- Best Plasma Cutters Under $1,000 — cutting goes hand-in-hand with welding in most shops
- What Does a Welding Setup Cost? — itemized budget for the machine, gas, PPE, and the hidden costs of a complete rig once you’ve settled on a process
What You’ll Also Need
- MIG welding wire — ER70S-6, .030 inch — ER70S-6 is the standard all-position MIG wire for mild steel; the higher silicon and manganese content improves wetting on mill-scaled or lightly rusty base metal. Search: “MIG welding wire ER70S-6 .030,” “ER70S-6 MIG wire spool.” Check price on Amazon →
- MIG contact tips — .030 inch — Contact tips are the primary wear item in a MIG gun; a worn or spattered tip causes erratic wire feeding and poor arc stability. Buying in multipacks keeps costs low. Search: “MIG contact tips .030,” “MIG welding contact tip .030 pack.” Check price on Amazon →
- MIG nozzle replacement — MIG nozzles accumulate spatter that restricts shielding gas flow and causes porosity; anti-spatter spray extends nozzle life but eventual replacement is unavoidable. Search: “MIG nozzle replacement,” “MIG welding gun nozzle.” Check price on Amazon →
- Welding anti-spatter spray — Anti-spatter spray applied to the nozzle, tip, and workpiece before welding prevents spatter adhesion and simplifies post-weld cleanup; particularly valuable for MIG on structural steel. Search: “welding anti-spatter spray,” “anti spatter welding nozzle spray.” Check price on Amazon →
- Stick welding rod — E6013 — E6013 is the entry-level stick electrode for general structural welding; it runs on AC or DC, tolerates less-than-perfect fitup, and produces a forgiving slag that beginners can control. Search: “stick welding rod E6013,” “E6013 welding electrode 1/8 inch.” Check price on Amazon →
- Auto-darkening welding helmet — A quality auto-darkening helmet is mandatory safety equipment for all three processes; shade requirements differ (shade 9–10 for MIG, 10–12 for TIG, 10–12 for stick) so select a variable-shade unit. Understanding how auto-darkening welding helmets work — sensors, switching speed, and lens ratings — makes it easier to judge which specs matter. Search: “auto darkening welding helmet,” “variable shade auto darkening helmet.” Check price on Amazon →
Not sure which welding process is right for you? The Welder Quiz asks 6 questions about your materials, power, budget, and experience — and recommends the right process with a specific machine and honest trade-offs.
Sources
- American Welding Society (AWS), AWS A5.1: Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding and AWS D1.1: Structural Welding Code — Steel. Process specifications and structural welding requirements referenced throughout.
- Lincoln Electric, “The Welding Process: MIG, TIG, and Stick” and “Aluminum MIG Welding Guide.” lincolnelectric.com. Manufacturer process guidelines and application data.
- Miller Electric, “TIG Welding — How To TIG Weld” and “MIG Welding — The Basics.” millerwelds.com. Training resources and process parameters.
- Hobart Institute of Welding Technology, welding process reference materials and student training data. hobartinstitute.com.
- AWS process deposition rate data referenced for comparative speed figures across GMAW, GTAW, and SMAW processes.