MIG vs Flux Core Welding: Which Process for Your Shop in 2026?

MIG and flux core welding use similar equipment — a wire-feed machine, a gun, and a work clamp — and produce welds on similar materials. The difference is in the shielding method, which changes everything downstream: spatter levels, weld appearance, material thickness range, portability, and cost.
Understanding the distinction saves buyers from purchasing the wrong machine or the wrong wire for their actual work. This guide covers both processes at the specification level, comparing outputs rather than opinions. For the broader welding process comparison that includes TIG and stick, see our MIG vs TIG vs Stick welding guide.
How Each Process Works
MIG Welding (GMAW — Gas Metal Arc Welding)
MIG feeds a solid steel wire electrode continuously through a gun. An electric arc melts the wire into the joint. An externally supplied shielding gas — typically 75% argon / 25% CO2 for mild steel, per Lincoln Electric and Miller guidelines — flows through the gun nozzle and shields the molten weld pool from atmospheric oxygen and nitrogen contamination. The weld pool solidifies clean, with minimal slag.
The operator controls travel speed and gun angle. The machine controls wire feed speed (which sets amperage) and voltage. With proper settings, the process is the most forgiving of the common arc welding processes for new welders.
Flux Core Welding (FCAW — Flux Cored Arc Welding)
Flux core uses a hollow wire electrode filled with flux compounds rather than solid wire. As the wire burns, the flux vaporizes and creates its own shielding gas cloud, while depositing a slag layer over the weld bead that protects it during cooling — similar to how stick electrodes work.
The two variants matter:
- Self-shielded FCAW (FCAW-S): No external gas required. The flux does all the shielding. More portable, works outdoors in wind.
- Dual-shield FCAW (FCAW-G): Requires external shielding gas plus the flux core wire. Used in industrial production settings for maximum deposition rate and quality. Not covered here (this guide addresses home shop and jobsite decisions).
Side-by-Side Comparison
| Factor | MIG (GMAW) | Flux Core Self-Shielded (FCAW-S) |
|---|---|---|
| Shielding method | External gas (75/25 Ar/CO2 typical) | Self-contained flux in wire — no gas |
| Portability | Low — requires gas cylinder | High — just machine and wire spool |
| Weld appearance | Clean, minimal spatter, smooth bead | More spatter, slag must be removed |
| Weld quality | Higher — less porosity on clean steel | Adequate for structural; not for aesthetics |
| Material thickness | 24 gauge to 1/2” (per machine capacity) | 18 gauge and up; better on thick steel |
| Works on dirty/rusty steel | No — requires clean, ground steel | Yes — flux burns through surface contamination |
| Outdoor windproof operation | No — wind disperses shielding gas | Yes — designed for outdoor use |
| Wire cost | Lower — solid wire is cheaper per lb | Higher — flux-cored wire costs 20–40% more |
| Gas cost | Ongoing — $35–$55 per 80 cf refill | None |
| Learning curve | Easier — no slag removal, cleaner puddle | Moderate — slag removal, more spatter to manage |
| Penetration | Good on clean steel | Better on heavy, rusty, or coated steel |
| AWS code approval | AWS D1.1 structural applications | AWS D1.1 structural applications |
When MIG Wins
Indoor shop work on clean steel. MIG produces visibly cleaner welds with less cleanup time. If the steel is clean and you’re near an outlet, MIG is the better process for appearance and weld quality.
Thin material. On 24-gauge to 3/16” sheet metal — auto body, thin brackets, furniture — MIG’s lower heat input and controlled puddle produce better results. Flux core on thin material tends to blow through more easily.
Beginner-friendly learning. No slag removal simplifies the learning loop. Beginners can see the weld immediately without chipping and brushing. Per Miller Electric’s welding education materials, MIG is the recommended starting process for new welders in controlled shop environments.
Cost control over time. Solid MIG wire (ER70S-6) costs approximately $1.20–$1.80 per pound at 2026 pricing versus $2.00–$3.00 per pound for flux core wire. On high-volume work, this gap compounds.
When Flux Core Wins
Outdoor and windy conditions. This is the decisive advantage. A 10 mph crosswind disrupts a MIG shielding gas envelope and produces porous, contaminated welds. Self-shielded flux core is unaffected by wind — the shielding comes from inside the wire, not from a gas stream.
Farm equipment repair and field work. Trailers, implement hitches, gate hinges, and fencing hardware are often dirty, rusty, or painted. Per Lincoln Electric process guidelines, flux core penetrates surface contamination that would cause MIG to produce porosity or lack of fusion.
Thicker structural steel. On 1/4” plate and heavier, flux core’s higher heat input and faster deposition rate improve productivity over MIG. AWS D1.1 structural welding applications commonly specify flux core processes for field welding of structural connections.
No gas supply available. Remote job sites, farm outbuildings, and field repairs often have no practical way to transport and store shielding gas cylinders. A flux core machine runs on electricity alone.
Equipment Comparison
Most MIG machines can run flux core wire with a polarity swap — the process uses DCEN (straight polarity) rather than DCEP (reverse polarity) used for MIG. Check your machine’s manual before assuming compatibility.
| Machine | MIG | Flux Core | Price |
|---|---|---|---|
| Hobart Handler 140 | ✓ | ✓ (polarity swap) | $450–$600 |
| Lincoln Electric Easy MIG 140 | ✓ | ✓ (polarity swap) | $480–$620 |
| Lincoln Electric 140 HD | ✓ | ✓ | $580–$700 |
| Hobart Handler 190 | ✓ | ✓ | $600–$750 |
| Lincoln Power MIG 210 MP | ✓ | ✓ | $900–$1,100 |
See our MIG welders for beginners guide for full spec comparisons on these machines.
Check price on Amazon — Hobart Handler 140 → Check price on Amazon — Lincoln Easy MIG 140 →
Wire Selection Guide
For MIG (GMAW)
- ER70S-6: The standard for mild steel. Higher silicon content improves puddle fluidity and handles mill scale better than ER70S-2. Use .030” for thin material, .035” for 1/4” and heavier.
- ER308L: For 304 stainless steel (requires 98/2 Ar/CO2 or tri-mix gas).
- ER4043: For aluminum (requires 100% Argon gas and a spool gun).
For Flux Core (FCAW-S)
- E71T-11: All-position, self-shielded, single and multi-pass. Standard for structural and repair work. Use .030” for lighter material, .035” for heavier.
- E71T-GS: Single-pass only (not for structural multi-pass), lower cost. Suitable for thin material repair.
- E71T-8JD H8: Meets AWS D1.8 seismic provisions; used in structural applications that require code-compliant flux core.
Check price on Amazon — ER70S-6 MIG wire → Check price on Amazon — E71T-11 flux core wire →
Who This Is NOT For
This guide does not cover:
- Dual-shield FCAW (FCAW-G): This process requires both flux core wire and external shielding gas. It’s used in industrial production settings for maximum deposition rate and is not the typical home shop or field repair choice.
- Aluminum welding: Neither process as described here is optimal for aluminum. MIG aluminum requires a spool gun and 100% Argon; TIG is preferred for thinner aluminum. See the MIG vs TIG vs Stick guide for the aluminum welding discussion.
- Stainless steel production work: While both processes can weld stainless, production stainless work typically requires specific wire and gas combinations that go beyond the scope of this comparison.
Related Guides
- MIG vs TIG vs Stick Welding — full process comparison including TIG and stick
- Best MIG Welders for Beginners — machine comparisons with spec tables
- What Does a Welding Setup Cost? — full budget breakdown by tier
Not sure which welding process is right for you? The Welder Quiz asks 6 questions about your materials, power, budget, and experience — and recommends the right process with a specific machine and honest trade-offs.
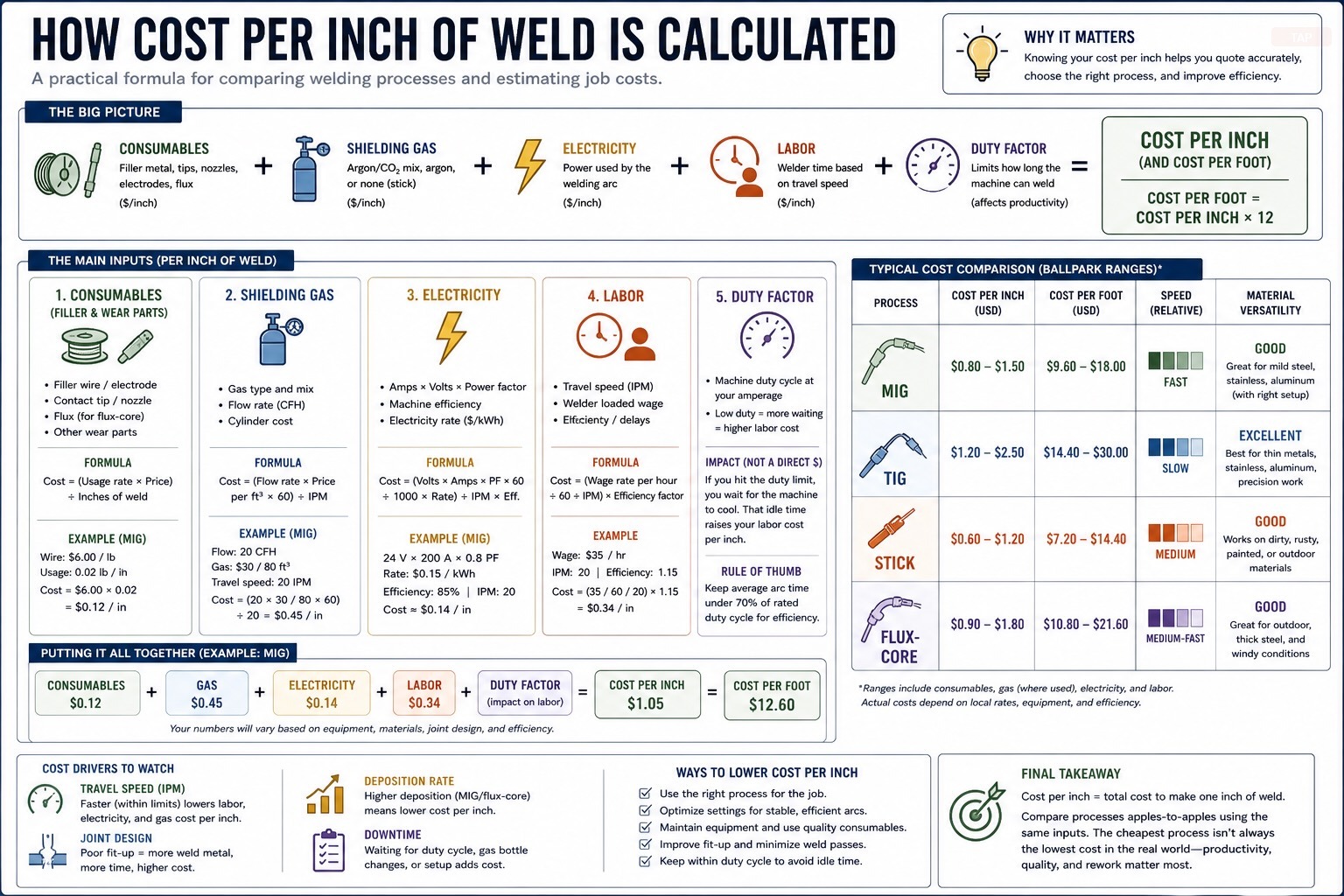
Calculate your actual cost per inch of weld. The Welding Cost Calculator breaks down wire, gas, electricity, and labor costs by process — useful for comparing MIG vs flux-core or quoting jobs.
Sources
- Lincoln Electric GMAW and FCAW process documentation and guidelines (lincolnelectric.com)
- Miller Electric welding process education and FAQs (millerwelds.com)
- American Welding Society AWS D1.1 — Structural Welding Code, Steel
- Hobart Brothers wire selection guide and product data sheets
- ESAB FCAW and GMAW process documentation